
Este artículo es un extracto del segundo capítulo del libro Tecnología de fabricación del cartón corrugado: En busca de la excelencia operativa de la corrugadora de Arturo Plaza (2022).
Problemas de calidad derivados de ajustes incorrectos en Single Facer y Precalentadores.
A continuación, revisaremos algunos de los problemas de calidad que se podrían estar generado por ajustes incorrectos en el Single facer o en los precalentadores.
Deslaminación de liner por exceso de temperatura
En la mayoría de los casos, los liners, tanto Kraftliner como Testliner, son papeles de dos capas, la capa superior comprende el 30% y la capa inferior el 70% de la composición.
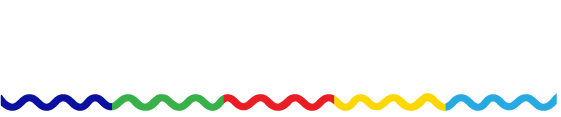
Dependiendo del diseño de la máquina de papel, las capas del papel se unen en diferentes condiciones. En las máquinas de papel tradicionales equipadas con dos Fourdriniers o mesas de formación planas, cuando ambas capas se forman por separado, las capas se unen al alcanzar el 10% de humedad. En las máquinas de papel modernas, donde el proceso de formación tiene lugar en el espacio entre dos telas de formación (Gap Former) y el material se suministra desde una caja de entrada de dos o tres capas, las capas se unen con una consistencia de aproximadamente del 1%.

Caja de entrada con tecnología bicapa y capa de agua.
Uno de los métodos más populares para evaluar la resistencia de Ply Bond o resistencia al desprendimiento de capas es la prueba de Scott Bonding. La fuerza se expresa en J/m². De acuerdo con las mejores prácticas de fabricación, para los kraftliners la resistencia no debe ser inferior a 300 J/m². Para los Kraft Top (capa superior virgen y capa inferior reciclada) y Testliners (reciclados), los valores recomendados son 250 J/m² y 200 J/m² respectivamente.

Máquina tipo Gap former (izquierda). Máquina con doble mesa tipo Fourdriniers (derecha).
Es extremadamente difícil definir un valor de Ply Bond adecuado para los liners cara blanca reciclados (White Top Recycled Liners). Estos grados de papel son principalmente composiciones de triple capa producidas 100% a partir de papel reciclado con la adición de rellenos o fillers de procedencia química. El proceso de blanqueo provoca una mayor degradación de la fibra. Para estos papeles, los resultados de Scott Ply Bond se encuentran dentro del rango de 150-200 J/m². Si la unión de las capas es demasiado baja, es muy probable que se produzca una deslaminación durante la conversión del papel. La temperatura excesiva es una de las razones de la deslaminación del liner. En estos casos, un valor de unión de las capas bajo se magnifica por sobrecalentamiento, ya que las capas de papel con diferente composición fibrosa se encogen de manera diferente. Los liners consisten de dos o tres capas hechas de diferentes fibras. Si el papel está hecho de fibras frescas, se pueden utilizar diferentes métodos de tratamiento para refinar la pasta de papel. Esto puede dar como resultado que las capas de papel respondan (encogiéndose) a los aumentos de temperatura de manera diferente. Lo mismo se aplica en el caso de los grados de papel reciclado. La capa superior generalmente está hecha de fibra reciclada de mayor calidad (fibra más larga) y la capa inferior de papel reciclado de menor calidad.
La conversión de grados de papel “híbridos”, como el Kraft Top, se ve afectada por el hecho de que dos capas compuestas de diferentes fibras se encogen de manera diferente. Con la capa superior compuesta 100% de fibra fresca y la capa inferior de fibra 100% reciclada, las capas se contraen de manera diferente a medida que aumenta la temperatura. La capa superior (fibra fresca) se contrae mucho más que la capa inferior (fibra reciclada). Cuando la temperatura en la corrugadora supera los 100° C, esta diferencia da como resultado irregularidades dimensionales, una disminución significativa en la fuerza de unión de las capas y deslaminación. Este efecto se observa tanto en el lado del Single Facer como en el lado del Double Backer.

Deslaminación del liner debido a sobrecalentamiento.
Deslaminación del medium por exceso de temperatura y adhesivo
En la mayoría de los casos, los mediums reciclados son papeles de dos capas. Cuando se produce en las máquinas de papel de última generación, la hoja de papel se forma en una máquina Gap-Former. La mezcla fibrosa del papel se alimenta desde una caja de entrada de una, dos o tres capas a un espacio entre dos telas de formación.

Caja de entrada tipo Gap Former. La hoja se forma con la presión de dos telas.
La unión inicial de las capas tiene lugar con una consistencia muy baja de alrededor del 1%. Formar y unir las capas con una consistencia tan baja garantiza una unión de muy alta calidad de las capas y casi ningún problema de deslaminación durante el proceso de corrugado. Hay, sin embargo, algunas excepciones.
La siguiente imagen muestra cómo se distribuyen las temperaturas en el Single Facer.

El medium se señala en color gris y el liner en color naranja. Cuando el liner está pegado al medium, la temperatura del liner es de 120° C y la temperatura del medium de 75° C.
Dada la diferencia sustancial de temperatura, el adhesivo se aplica a las crestas de la flauta en cantidades excesivas. Debido a esto y a la temperatura relativamente baja, la goma se absorbe mayormente en el medium.

Al mismo tiempo, la temperatura muy alta del liner limita su capacidad para absorber la goma. Como resultado de la penetración profunda del agua de la goma en el medium, la línea de adhesivo se vuelve a humedecer, lo que disminuye la fuerza de unión de las capas de papel.
El resultado suele ser que el medium se deslamina fácilmente. Esto sucede muy raramente, pero vale la pena recordar que las temperaturas del cartón corrugado no deben variar significativamente durante el pegado.

Se recomienda mantener una temperatura de 70-90° C (aproximadamente 70° C para el medium y aproximadamente 80° C para liner). La absorción de líquido, en este caso del adhesivo, es un proceso exotérmico, cuya eficiencia disminuye al aumentar la temperatura y viceversa.
Combado (Abarquillado) del cartón corrugado.
La deformación del papel y su más común consecuencia es el curvado o combado o abarquillado (cada región y país tiene su propia designación). Es el problema más común y más costoso en términos operativos, porque es el que más afecta a la velocidad de la corrugadora y las convertidoras de las fábricas de cajas de cartón corrugado.
Ocurre por dos hechos que interactúan entre sí:
Higroexpansividad del papel: Este factor tiene que ver con la naturaleza del papel. Cuando el papel absorbe humedad, se expande y cuando se seca, se encoge más allá de su tamaño original.
Desbalance de humedades de los liners: El cartón corrugado se compone de varios papeles que no tienen la misma humedad y, por lo tanto, se expanden y se encogen de manera distinta, generando fuerzas mecánicas creadas en la estructura del cartón, dando lugar a su deformación.
Debido a que la expansión y el encogimiento son mayores en dirección transversal del cartón (CD) que en dirección máquina (MD), el curvado se da principalmente en sentido transversal hacia arriba o hacia abajo. Hay otros tipos de deformación, pero estos dos son los más comunes.
Cada liner se comporta de manera independiente, acondicionándose a una determinada humedad de equilibrio. El combado vendrá dado por una diferencia de humedades de ambos liners en el momento del pegado y su equilibrio con la humedad relativa del ambiente (HR).
Si dicha humedad en el momento del pegado es mayor que la humedad de equilibrio, el papel tendera a ceder el exceso de humedad (se encogerá) hasta equilibrarse. Por el contrario, si la humedad es menor a la humedad de equilibrio ambiental, el papel tenderá a absorber humedad e higroexpandirse.
El contenido de humedad del medium (Fluting) no influye en la aparición del curvado a menos que exceda del 12%.
La temperatura de los liners, tanto interior como exterior no varía durante el proceso de deformación (abarquillado), cuando existe una reducción de velocidad o un paro de línea, sin embargo, lo que si se modifica drásticamente es el % de humedad de los papeles. (Recuerde la gráfica de la página 32, Diagrama de temperatura vs volumen especifico), que nos dice que “durante un cambio de fase (de agua a vapor), la temperatura permanece constante.
1. Cada tipo de papel se acondiciona, se equilibra y se estabiliza a una determinada humedad. Hasta que la humedad de un papel no se equilibre con la humedad relativa del ambiente (HR), dicho papel no parará de moverse dimensionalmente.
2. Según como sea la orientación de las fibras del papel, habrá más o menos encogimiento y, por lo tanto, combado en mayor o menor medida. Un papel con un TSO>+-5° tiene una mejor estabilidad dimensional que uno que tiene TSO>+-10°.
3. Para que el cartón corrugado tenga una estabilidad dimensional aceptable, los liners deben de fabricarse a la misma humedad a la que más tarde se acondicionaran.
Por ejemplo, un papel blanco se equilibra a una humedad más baja que uno Kraft. Según pruebas de laboratorio, la humedad de equilibrio de un liner blanco es de 6.5%, mientras que la de un Kraft (KL/TL) es de 7.5% en condiciones controladas de 23° C @ 50% HR.
Entonces para que un liner blanco tenga estabilidad dimensional, debe fabricarse en el momento del pegado (entre el doble engomador y la mesa de secado) a una humedad de 6.5%. De la misma manera el Kraft debería fabricarse a 7.5% de humedad (ambiente a 23° C @ 50% HR. Si las condiciones ambientales cambian, la humedad de equilibrio también).
Cuando la lámina de cartón corrugado se comba (abarquilla) hacia arriba, quiere decir que el liner interior (liner del single face) se ha encogido más que el liner exterior. Esto ocurre porque regularmente en el trayecto por el puente que recorre el single face desde el módulo de corrugado (Single Facer) hasta el doble engomador, el liner pierde un gran % de humedad y llega a la salida de la corrugadora con un desequilibrio con la humedad relativa del ambiente (HR).


Cuando la lámina se curva hacia abajo, quiere decir que el liner exterior se ha encogido más que el liner del single face (liner interior) y el liner exterior tenía más humedad que la de su equilibrio con el ambiente. El liner exterior seguirá “moviéndose” hasta que su humedad se equilibre con la humedad relativa del ambiente. En ese momento el papel se estabilizará. Es necesario aplicar el calor adecuado al liner exterior y quitar el calor necesario al liner interno, garantizando siempre un pegado correcto.


El resultado final de la lámina de carton dependerá de que el papel pierda mas humedad hasta llegar a su humedad de equilibrio ambiental. Si pierde mas humedad el superior, el combado será para arriba. Si es el inferior el que pierde mas humedad, el combado será para abajo.

Humedad de equilibrio del carton corrugado.
La humedad final de equilibrio es diferente según se haya fabricado el carton (humedo o seco).
Causas mas comunes del combado o abarquillado.

Encogimiento distinto de los papeles, debido a desequilibrio de humedad y/o temperatura en la mesa caliente en el momento del punto de pegado.
Desequilibrio de la tension por freno excesivo.
Franjas de humedad, perfil de la hoja.
Orientacion de las fibras (Angulo Polar)
Friccion excesiva en los puntos de contacto.
Choque termico del papel a la entrada de la mesa caliente.
Factores climatologicos: Humedad ambiental, Corrientes de aire, etc.
¿Existe el carton plano?. No 100% plano y por eso se han establecido tolerancias.

Tabla 2: Tolerancias de curvatura de cartón.

304 mm
En Mexico, ANFEC (Asociación Nacional de Fabricantes de Cajas y Empaques de Carton Corrugado y Fibra Solida, A.C.) define el criterio de aceptación para el combado del cartón corrugado en 6 mm por cada 304 mm en el sentido en el que se presente el combado.


